Содержание:

🔧 Как правильно варить электросваркой: свариваем металлические трубы и делаем красивые швы
🎥 В пост добавлены видео про сварочное дело, рекомендую посмотреть 😉
Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
🔎 С чего начать — подготовительный этап
Прежде всего нужно подготовить оборудование. Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.
🔎 Технология сварочного процесса
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
🔎 Азы электродуговой сварки
В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
• Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
• Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
• Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
🔎 Особенности сваривания трубопровода
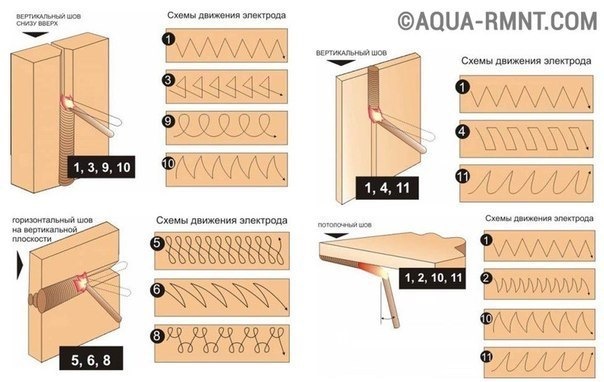
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
• Тщательно очищаем деталь.
• Если торцы трубы деформированы, обрезаем или выправляем их.
• Очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
Предлагаем Вашему вниманию замечательную статью о том, как правильно сваривать трубы, чтобы выполненный сварной стык прошел неразрушающий метод контроля (рентген, ультразвук) или по-простому, чтобы стык был «чистым на просвет».
Статья написана простым и очень доступным языком, чем сильно отличается от множества учебников и пособий по сварке, в которых, на мой взгляд, слишком много «воды». Автор статьи — Валентин Сыч (ДедушкаГастарбайтер). Орфография автора сохранена.
КАК ЗАВАРИТЬ СТЫК ЧИСТЫЙ НА ПРОСВЕТ
В сварку стыка входят действия, выполнение которых в совокупности дают хороший результат. Пренебрежение одним из них даст отрицательный результат(брак).
Подготовка трубы.
Сварщик понимает , что по сути он варит не диаметр трубы, а толщину стенки. Для большого диаметра трубы требуется больше сварщиков, не потому что долго варить , а потому, что есть такое как температурный режим. Об этом позже.
В основном толщина стенки от 3,5 мм до 12 мм. Все они подходят под один стиль разделки.
Самые оптимальные параметры:
фаска 65-70градусов (при большой толщине используют рюмочную разделку);
притупление 2мм для любой трубы (толщины стенки).

Когда-то варили стенку до 6 мм вообще без разделки. Бывалые помнят. Это считалось нормой. При союзе шла японская труба, фаска покрыта лаком и закрыта крышкой, всё вроде идеально. К чему рассказываю, у неё был большой угол разделки и при сварке вываливалось большое окно, техннологичиским не назовешь .
Сделка: нужны километры, токи большие и такая жопа, тормоз, плюс легированная сталь (она более текучая, а если электроды тугоплавкие ,беда).
Такие отступления — это проба в ненавязчивой форме повысить ваши знания, читайте, не пропускайте.
Зачистка трубы
Зачистка трубы непосредственно перед сваркой до белого металлического блеска. После резака снять все неровности и металл, который поменял цвет от нагрева шлифмашинкой до белого металлического блеска (желающие могут напильником).
Турки (граждане Турции) требуют ещё протирать ацетоном (обезжиривать). Я считаю это лишнее, разве, если труба была запачкана и требует обезжиривания.
Так же вычищаем точки ржавчины, до полного удаления. До металлического блеска минимум 10 мм внутрь трубы от притупления и 20 мм с наружи от фаски.
Тут без вариантов.
Собираем стык центратором
Естественно, центратор (для сварщиков теплотрас: нельзя прихватывать к трубе уголки и всякое такое. Только наружный или вообще идеально — это внутренний центратор. Он мощный и просто выравнивает, убирает губы, растягивая трубу башмаками). Губа, смещение, элипс, царапины. Об этом позже.
Смещение при сборке максимум 0,2 мм, а лучше вообще 0.

З азор лучше выставлять оббитым электродом 2,6 мм.
После прихватки он станет 2 мм (его стянет).
Электроды
Корень надо варить электродами LB-52U 2,6 мм.
Корень при стенке 3,5-5 мм электродами дм 2 мм.
Когда-то были наши (советские) электроды ЦУ-5 с красной меткой в торце. Может кто помнит? Где брать двойку не знаю. Все электроды проходят через РОСТЕХНАДЗОР. Поэтому варить газопровод тем , что нравится, нельзя.
Вынимаем электроды из печки, в которой они проходили прокалку (у каждой марки свои параметры).В основном, для электродов с Б покрытием 2 часа при 380-400гр.по С*.
Б покрытие — в основе минералы (мел), постоянный ток.
Ц покрытие — в основе целлюлоза(бумага), переменный ток.
Или из пенала, где хранили после прокалки (храним при температуре около +80 С*).
Крайний вариант (чего делать нельзя, но очень часто делаем и работает безотказно) сушим резаком, мягкое пламя примерно 1-2 минуты. Пенал металлический желательно из 57 трубы, тоже хорошо прогреваем пустым и кладём туда электроды. Открытое пламя выжигает (портит) добавки в обмазке электрода.
Прокаленные электроды быстро остывают и начинают натягивать влажность из окружающей среды. Работайте маленькими порциями (не набирайте электроды в пенал на весь день).
Сварочная дуга
Настраиваем сварочный ток, хоть и бытует мнение, что у каждого сварщика он свой, это почти неправда, обычно ток делают больше, чтобы заработать, малый ток тоже плохо, об этом позже.
Для каждой толщины стенки и каждого положения (потолок, выход с потолка, вертикал, нижнее положение) есть свой оптимальный ток.
Выставляем ток такой силы, чтобы электрод не захлёбывался на потолке (при малом токе электрод захлёбывается в собственном шлаке).
Вы должны понимать, что при обратной полярности (+электрод , -изделие)происходит целенаправленное движение положительно заряженных электронов в сторону отрицательно заряженного изделия.
Капли расплавленного металла электрода устремляются к изделию (к трубе).
Это и есть момент истины, вы должны это прочувствовать, и этим пользоваться.
Это главное отличие от электросварки переменным током, у неё отсутствует такой процесс.
Зажгли электрод, расплавили обе кромки (притупление ещё называют кромками разделки трубы), между ними появилась перемычка (сварочной ванной её назвать не поворачивается язык).
Вот теперь самое интересное, представьте себе, что ваш электрод примерно в диаметре один сантиметр, сделайте короткую дугу , обмазкой касайтесь слегка фасок одинаково с двух сторон.
Из электрода металл каплями целенаправленно движется в сторону трубы. Эти капли за счет целенаправленного движения и плюс та площадь опоры, которую создаёт диаметр электрода должны переваливаться за перемычку, создавая внутренний валик. Идём очень медленно, электрод на себя не оттягиваем (зазор не увеличиваем).Электрод держим перпендикулярно к трубе, и чуть -чуть наклоняем относительно к оси трубы. Электроды LB 52U 2,6мм. У электродов большего диаметра или более тугоплавких электродов больший нагрев. Теплоотдача трубы может не успеть охладить метал сварочной ванны и он просядет (имеем ввиду потолок). Получится провис (утяжена).
Вопрос : что будет если вы электрод немножко оттяните от трубы (увеличьте зазор), конечно металл провалится за вами, ведь его держала короткая дуга (вы касались обмазкой фасок) и диаметр электрода тоже держал. Поэтому меньше всяких движений, воткнули электрод, взяли правильный угол относительно оси трубы и следите за технологическим окном (при сплавлении обоих кромок образуется маленькое отверстие, оно и называется технологическим окном).

Наличие технологического окна говорит вам о том, что всё хорошо, процесс идет правильно и у вас 100% есть провар. Обратного валика технологическое окно не гарантирует, его надо формировать самому.
Технологическое окно должно быть равномерным, не большим, примерно 3 мм в диаметре, можно чуть больше.
Если технологическое окно большое, это почти гарантия, что на потолке будет провис (ещё говорят утяжина). Большим оно будет, если большой сварочный ток, большой зазор при сборке стыка, притупление меньше 2мм, сварка длинной дугой и большой угол фаски.
Кажется, немножко лишнего текста, наберитесь терпения, прочитайте до конца.
Мы сейчас рассматриваем, как сделать обратный валик с потолка. Многие сварщики, проработав много лет, не умеют толком его варить. Мы выбрали 219 трубу потому, что на ней легче всего учится варить. Заварив 219, вы откроете для себя весь диапазон с толщиной стенки 8мм и выше .
Одного электрода 2,6мм хватает пройти примерно 5 см корня. Это примерный расход электродов, который гарантирует обратный валик с потолка. Попытаюсь создать видео ролик (лучше один раз увидеть).
В начале сплавления электрода и в конце почти в 100% брак. В начале внутренние и наружные поры , в конце трещина и пора(внутренняя или наружная), как поступать?
Существует мнение, добавить тока и переплавить. Помогает очень редко, а одна пора при переплавке рождает сетку пор (это хорошо знают особенно полуавтоматчики).
ТЕ МЕСТА , В КОТОРЫХ ВЫ НАЧИНАЛИ ИЛИ ЗАКАНЧИВАЛИ ВАРИТЬ ЭЛЕКТРОДОМ , ОБЯЗАТЕЛЬНО ЗАЧИЩАЙТЕ.
Начинайте варить чуть ниже(примерно на 8 мм), если это корень или заполнение, потом зачистите. На облицовке немножко ниже, по краю шва, потом тоже зачищаем. Должно остаться маленькое пятнышко после
зачистки.
В былые времена пользоваться шлифмашинкой не разрешалось. Я, например, до сих пор не понял почему запрещалось трогать облицовку (усиление). Только можно было убрать брызги возле шва, естественно не царапая трубу.
Прихватка трубы
Количество прихваток и их размер зависят от диаметра трубы.
Есть такое как технологическая карта, которую перед сваркой чего либо серьёзного вам должен выдать технолог, но обычно им некогда, и поэтому сварщик должен всё знать и отвечать за не -правильно сделанную работу . Эта традиция сложилась давно и поэтому сварщики учат химические формулы металла, температурные режимы, прикидывают в уме, какую лучше сделать разделку, какой зазор , какой катет будет красивей, ширину св.шва и т.д. Это всё указывается технологом в технологической карте. Перед выполнением работ сварщику выдают технологическую карту по которой он работает. И вообще, привыкайте к тому, что если брак, то всегда виноват сварщик. Людей, которые тоже должны обеспечивать рабочий процесс, как-бы вообще рядом не было…Они появляются, когда всё хорошо, делить медали.
Старайтесь прихватывать так, чтобы в дальнейшем при сварке стыка не стягивало сильно зазор. Со временем появится опыт. Прихватка — это тот же корень и варится также тщательно.
Только (не умный) ставит слабых сварщиков на прихватки, уровень должен быть абсолютно одинаковый. Даже может на прихватке должны стоять более опытные сварщики.
Прихватили, зачистили прихватки. Всё готово для сварки стыка.
Варим, учитывая пожелания выше.
Получиться должно примерно так.

После зачистки должно выглядеть так:

ЕСЛИ ПРИ ЗАЧИСТКЕ КОРНЯ ВЫ УВИДЕЛИ ПОРЫ ИЛИ ТРЕЩИНЫ , ОБЯЗАТЕЛЬНО ВЫРЕЗАЙТЕ ИХ ОТРЕЗНЫМ ДИСКОМ. НЕ НАДЕЙТЕСЬ,
ЧТО ВЫ ИХ ПЕРЕПЛАВИТЕ ПРИ СВАРКЕ ЗАПОЛНЕНИЯ ИЛИ ОБЛИЦОВКИ.
ПРОВЕРЕННО МНОГО РАЗ, ПРИ ПРОСВЕТЕ НА ПЛЁНКЕ БУДЕТ БРАК.
Заполнение
Заполнение — это самое лёгкое действие. Теперь можно отдохнуть. Один маленький нюанс, вы должны переплавить 30% металла корня. Это норма была при Советском Союзе, но в силу того, что мы зачистили (чего раньше не делали) можно переплавить корня меньше. Обратите внимание на то, что ещё надо оставить углубление примерно 1,5 мм. Это позволит красиво, без проблем, положить на хорошем току облицовку, а вы знаете, что на хорошем току , да ещё если есть углубление, облицовка ложится классно, без подрезов. А хороший ток сформирует красивый шов. Если корень рыхлый, на большом току заполнение не получится (выпадешь на потолке или провалишься в нижнем положении). Поэтому корень варим плотно, не спеша, потом можно будет (оторваться).
При сварке заполнения не надо ничего выдумывать, правильный угол электрода относительно трубы. Короткая дуга, уверенный ток, металл ляжет сам. Не должно быть никаких карманов, не трогайте дугой края фаски, они вам послужат направляющими при сварке облицовки.
Каждый следующий электрод начинайте чуть ниже, чтобы стартовый брак не попал в шов заполнения. При стенке 8 мм — электрод 3.2 мм, электрод 2.6 маловат, вы им не переплавите, не прогреете, а ток накручивать вредно. Меняется в хужую сторону структура металла и околошовная зона, она и так страдает, становится крупнозернистой (более слабой).
После заполнения

Облицовка (усиление)
Облицовка варится примерно также как и заполнение. Слабые,
начинающие сварщики, делающие первые шаги: каждый следующий
электрод начинайте так же как и при сварке заполнения. Чуть ниже,
примерно на 4мм по краю сварочного шва (потом сотрёте шлиф
машинкой), должно остаться маленькое пятнышко.Шов должен заходить за края фаски примерно 1 — 1.5мм (помните, мы их оставляли как направляющие, они же рельсы). Варим короткой дугой, движения напоминают полумесяц через верх. На краях полумесяца остановка , чтобы налить металл(иначе подрез) и полумесяцем через верх уходим. Через верх, чтобы металл не потянулся за вами.

Шов должен быть не высоким, покатым. Для трубы 219 катет высокий не красиво да и шов не широкий, поэтому лучше 1.5 — 2мм. Вот здесь надо бы посмотреть в технологическую карту. Даже силу сварочного тока в зависимости от положения в пространстве, указывают в тех.карте.
Дефекты
Теперь давайте обсудим те дефекты, которые мы допускаем по своей вине и как с ними бороться (как их не допустить, почему они получаются).

Не провар — это самый позорный брак.
Сплошной не провар говорит о том, что сварщик вообще не учился варить трубу.

Не провар , у сварщика нет школы. Допускать к трубе нельзя (на теплотрассу тоже нельзя). Надо учится. Сварщиком ещё никто не рождался, не смертельно – научится.
В основном весь брак из-за невыполнения техники описанной выше. В дальнейшем будем разбирать проблемные вопросы по мере их поступления.
Мы уже можем определить некое подобие правил, обязательных для выполнения:
- Сварка производится короткой дугой .
2. Варить только без отрыва.
3. Очень точно подбираем сварочный ток (относительно толщины металла и положения).
4. Очень важна правильная разделка трубы и зачистка.
5. Хорошие электроды, правильно прокаленные и сохранённые до самого действия.
6. Закрываемся от неблагоприятных погодных условий, самый опасный — ветер.
7. Проверенные сварочные аппараты (просветом стыков, сваренных этими аппаратами).
Понятно , что это очень кратко и мало, но согласитесь -это информация не для тех, кто учится с нуля , а тем ,у кого что-то не получается и он возможно найдет ответ на свой вопрос. Если здесь нет ответа, задавай вопрос подробно, и мы, все участники сайта, сообща попытаемся найти ответ.
Еще раз, слёзно прошу, теоретиков, чья жизнь проходит в кабинете за чашечкой «кофию» не засирать мозги советами, которые вы вычитали вчера в справочнике по электросварке.
Теперь начнём учиться варить. Для тех, у кого ничего не получается.
Берём лист металла желательно толщиной 10мм, чтобы быстро не грелся. Ставим в вертикальное положение, выставляем самый минимальный ток, какой только возможно и без отрыва сплавляем весь электрод. Не надо добавлять ток, чтобы было легче.
Цель этого упражнения: научиться точно держать зазор между электродом и металлом. Позовите любого сварщика и поймёте что далеко не все это делают уверенно, а у вас появится первая победа.
Теперь этот лист металла закрепим под углом 45 гр. Тоже самое, на минимальном сварочном токе сплавляем электрод. Очень важно сплавить электрод весь без отрыва. Смотрите внимательно за поведением шлака, шарики шлака сплывают в низ, вы в это время , меняя угол электрода относительно к оси трубы, следите за тем, как это влияет на поведение шлака. К длине трубы электрод остаётся перпендикулярным. Натренировавшись, опять кого-то позовите, и опять победа. Эти победы вам нужны для появления уверенности и понимания, что трубы варят обычные люди.
Теперь также на потолке. Очень важно: самый минимально возможный ток, электрод сплавить весь без отрыва, наблюдайте за поведением шлака. Когда вы набьёте руку на этом упражнении, переходим на трубу.
Состыковали, выставили нормальный ток, после этого упражнения у вас появится немножко другое представление о нормальном токе. LB 52U 2.6mm при сварке на нормальном токе не должен разбрызгивать капли металла, если хотите, это показатель, что ток правильный. Звук, издаваемый сварочной дугой, должен напоминать шелест сухих листьев, без треска, хлопков. Он должен быть мягкий и монотонный. Именно так варят наши отечественные САКи, генераторы со съёмными щётками. Лучших сварочников на трассе не видал.
Правильная разделка, зазор, хороший ток, угол электрода относительно трубы. Короткая дуга, которая не захлёбывается в шлаке. И тренировки, тренировки.
Заварили корень, зачищаем. Видим поры, чистим дальше в надежде, что поры внутренние. Да, так и есть ,поры внутренние, но мы уже много выбрали и боимся, что при сварке облицовки будет прожёг (прожёг — это выпадение сварочной ванны, обычно бывает в нижнем положении, образует отверстие в трубе). Поэтому варим очень аккуратно на малом току заполнение. Зачищаем под сварку облицовки, делаем небольшое углубление.
Другой вариант развития событий. Начинаем зачищать, появляются поры, которые становятся больше и больше. Превращаются, даже, в нечто похожее на ходы червей в земле. Причина: большой зазор, сварка на большом току; металл не успевает остывать и вступает в реакцию с внешней средой, сварка на большом току с отрывом, сквозняк в трубе. При таких нарушениях технологии сварки хорошие электроды не спасут. Этот стык надо вырезать. Вырезаем на расстоянии минимум 5 см от сварочного шва, металл прошёл термическую обработку, поменял физические свойства, лучше вырезайте, варить в этом месте уже будет тяжелей.
Если при зачистке вы обнаружили внутренние поры , которые находятся в самом конце корня. От внутренности трубы их отделяет тонкая плёнка металла, варить дальше нельзя. Надо выяснить в чём дело. Вероятные причины: электроды не соответствуют этим работам, плохой сварочный аппарат.
Одно время варил ESABом уони 13/55 2.6мм совместного производства . Языком вылизывали, аппараты LINKOLN ESАAB, электроды доставали из печки, палатка и т.д. И всё равно поры в корне на самом дне, а остальное чисто. Сварщики со мной были серьёзные, опытные. Так что, если сварочные материалы или аппараты портачат, хоть ты кто , толка не будет.
Когда поры внутренние, не глубокие, всё равно надо их открыть и потом переплавить. Не переплавляйте внутренние поры не раскрыв их, скорее всего, они родят сетку пор. Это химический процесс, и он обладает свойством заражать, как грипп. Это большая проблема для полуавтоматов. А газосварка в этом смысле на высоте, естественно в руках мастера.
При сварке заполнения, облицовки отсутствуют эти неприятности, которые есть при сварке корня. Нет влияния внешней среды на шов с другой стороны. Шов получается качественным, разве что поры перейдут из шва корня.
Вот мы с вами и определились, что самое сложное — это чисто заварить корень.
Самый качественный и лёгкий способ сварки корня -это сварка с подкладным кольцом.
При сплавлении электрода выделяется тепло, которое нагревает стенку трубы, в тоже время стенка поглощает это тепло(теплоотдача). При подборе диаметра или марки электродов для сварки трубы следите за тем, чтобы это соотношение было правильным. Если толщина стенки не успевает поглощать тепло, сварочную ванну не удержите, сплывет, упадет, провалится. Если поглощение очень сильное, например стенка 12 мм, а электроды 2.6мм, то сарочный шов тоже не ляжет красиво. Нужен правильный баланс. Перегревать нельзя и не догревать тоже нельзя. Вы должны научиться это определять, наблюдая за поведением сварочной ванны.
Одно время рассуждал: как по минимуму снизить влияние внешней среды на сварку корня. И пришёл к мнению, а почему не набить трубу внутри стекловатой, именно на месте сварочного шва. По идее, стекло не должно повлиять на качество сварочного шва и в то же время должно хорошо удерживать защитное облако и закрыть сквозняк. Это максимально по защите должно нас приблизить к подкладному кольцу. А потом при продувке стекловата должна без проблем вылететь из трубы. Но на практике не пробовал. У кого проблемы с корнем попробуйте, а вдруг это окажется хорошим решением. Или даже попробовать при сварке катушки.
Ещё один вариант, по моему мнению должен вообще повсеместно использоваться на трассе. Наполнять трубу углекислым газом из выхлопной трубы, которых на трубопроводах хватает. Выгнать кислород из трубы, который вступает в реакцию с жидким металлом и образует поры в корне.
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.

Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.

Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).

Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.

Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.

Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.

Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.

Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.



